





 環保造紙機
環保造紙機紙漿打漿機的結構與原理
紙漿打漿機的結構與原理:
(一)漿槽
紙漿打漿機的漿槽一般采用鋼筋混凝土的結構。簡單的漿槽也可用磚砌、水泥抹麵的結構。為使紙漿在槽內循環良好、減少紙漿的摩擦、保持紙漿清潔,要注意把槽的內壁磨光或襯瓷磚。
目前使用中的紙漿打漿機,其漿槽的容量規格為3-12m3,漿槽長度一般為飛刀輥直徑的3.5-1.5倍,漿槽的長寬比一般為1.5-1.8。
漿槽的形狀對紙漿的流動及混合等作用有很大的影響。目前在比較完善的紙漿打漿機上刀輥為三角形的下斜坡,使得紙漿通過山形部後,槽內側的紙漿與外側的紙漿互換,有利於均勻打漿;另外,隔牆兩端做得特別肥大,符合流體特性,促進紙漿在轉彎時混合良好,與流速一致,也有利於均勻打漿。
為了使紙漿容易循環流動,紙漿打漿機的漿槽底部均有一定的傾斜度。但斜度不宜過大,否則漿料在槽的前端和邊角等處會產生死漿現象。適宜的傾斜度一般為7%-8%,對濃度較高的漿料,有時可達13%。
(二)飛刀輥
1、輥體
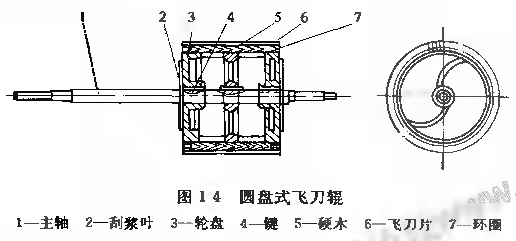
飛刀輥也稱為打漿輥,其結構形式有鼓式和圓盤式兩種。現在,飛刀輥普通采用回盤式結構。它由2-4個輪盤、主軸等構成。輪盤的圓盤加工成凹槽後。再嵌人銷鐵,飛刀片用硬木鑲嵌在有銷鐵的間隙內,並在飛刀片兩端用環圈固緊。
飛刀輥的圓盤轉速直接影響到紙漿打漿機的工藝性能,它的大小,取決於工藝條件。一般紙漿打漿機的飛刀輥線速為7-8m/s,成漿機為10-12m/s。飛刀輥換上新的飛刀後,通常要在紙漿打漿機中放人一部分木,在飛刀輥附近微上沙子,開動紙漿打漿機進行磨刀,使飛刀與底刀接觸完全一致,才能投入生產。
2、飛刀
飛刀片安裝在刀輥的圓周表麵上。飛刀片新麵一般為長方形,刀刃乎直,兩端開有U形缺口;也有某些飛刀片背部做成斜麵的(圖1-4)。
飛刀片的長度與輥麵寬度相間,高度通常為100-120mm。飛刀片的厚度根據打漿的工藝要求來確定,通常為6-12mm。打遊離漿宜用薄刀,打粘漿宜用厚刀。若打高遊離漿時,為了有效地切斷纖維,刀厚可小至於1-3mm。但是在決定刀的厚度時,還必須考慮到刀的強度。被兩片飛刀及硬水塊所包圍的空間稱為刀槽。刀槽的間距、深度等幾何尺寸對打漿作用均有一定的影響。當刀槽深度一定時,刀片的間距較大,則進入刀槽的漿量較多,可加大紙漿的流速;但若刀片的間距太大時,紙漿進入槽內的量超過打漿時間,影響紙漿的質量,也耗費動力。通常,當打漿以切斷和分裂纖維為主時,在刀槽寬度一定條件下時,刀槽的深度過小,紙漿會使硬木磨損較快,並增加了動力消耗;若刀槽深度過大,即飛刀片伸出較長的距離,則硬木不易牢固地把飛刀片固定,打漿時易使刀片產生振動,且附著在刀槽深處的紙漿,幹後脫落在漿流中會影響紙漿的質量。刀槽深度一般以40-50mm為宜。
飛刀片的數目與刀片厚度、刀梢寬度和刀輥直徑有關。
飛刀片的材料可采用碳素鋼、不鏽鋼、磷青鋼及玄武岩等。選用哪一種可按打漿的種類、漿料用途麵定。一般紙漿打漿機的飛刀片用鋼材製造〔布氏硬度230-250度)。當要求紙漿沒有鐵離子時,需用青鋼刀片;為了耐腐蝕,及耐磨,可釆用不鏽鋼刀片;在進行高粘狀打漿時,則可采用石刀片。石刀片常用的是玄武岩,刀麵刻有15-20mm深的溝紋,紋間距離為30-40mm。
玄武岩氣孔率大,有粗糙的表麵,好像很多微小的刀口,適宜於纖維的縱向撕裂和壓漬,多用於生產薄頁紙等紙種的打漿設備中;又因為它是非金屬材料,故宜用於電容器紙打漿。采用玄武岩的飛刀在打漿時的動力消耗比金屬刀片大20%左右,但打漿時間可以縮短。
(三)底刀
早期紙漿打漿機的底刀位於飛刀輥的正下方,以獲得較大的比壓。現在紙漿打漿機的底刀大多安裝在山形部上。這樣,使刀槽內的紙漿不會過早途拋向山形部,有利於充分利用飛刀輥推送紙漿的動能,保證紙漿獲得較高的循環速度,防業產生渦流和回漿而降低打漿的動能。
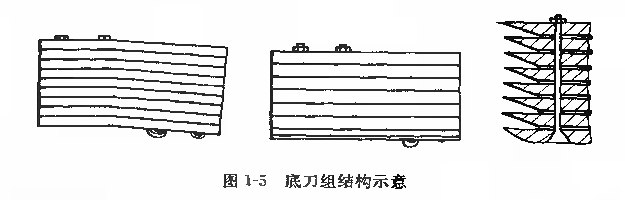
按照刀片數不同,底刀可分成1-3組進行裝配。每組有15-20片刀片。每一組底刀片中刀片之間用硬木鑲嵌,然後用螺栓夾緊,如圖1-5所示。底刀的弧麵應與刀片的圓周麵相吻合。裝好的底刀放在鑄鐵的底刀盒內,再用楔鐵固緊。由於底刀較易磨損,須經常更換,故安裝在山形部的底刀盒在檢修時可以從漿槽外壁側麵取出。
底刀刀片的排列方式多為斜形成人字形,可以防止飛刀可能嵌入底刀間隙內;同時又能與飛刀構成剪刀狀剪切作用,有利於打漿。斜形底刀的斜角度通常多采用5°-7°。
金屬的底刀刀片的厚度約比飛刀厚度小2-3mmn(見表1-1)。底刀片比飛刀片薄的原因是為了減少飛刀片的磨根速度,因為底刀比飛刀容易更換。在底刀組中,第一、二片底刀片應厚些,以承受紙漿的衝擊。底刀刀片的間隔大多與刀片厚度相等或稍大1-2mm,也有較刀片厚度大1倍的。間隔過小,易被紙漿堵塞,降低打漿效率。
表1-1 紙漿打漿機飛刀和底刀厚度
| 打漿方式 | 飛刀厚度/mm | 底刀厚度/mm | 紙漿用途 |
| 高度遊離打漿 | 1-3 | 1-3 | 濾紙 |
| 遊離打漿 | 6-7 | 3-4 | 吸墨紙 |
| 普通打漿 | 8 | 5-6 | 書寫紙 |
| 粘狀打漿 | 9-10 | 6-7 | 卷煙紙 |
| 高度粘狀打漿 | 11-15 | 8-12 | 牛皮紙 |
(四)調節機構
在打漿過程中,飛刀輥與底刀間隙、刀形狀及大小、飛刀輥作用在漿料上的比壓,都直接影響打漿質量,因此間隙和比壓應當能夠調節。通常間隙和比壓的調節裝置是設計在一起的,成為一套完整的機構,如圖1-6所示。
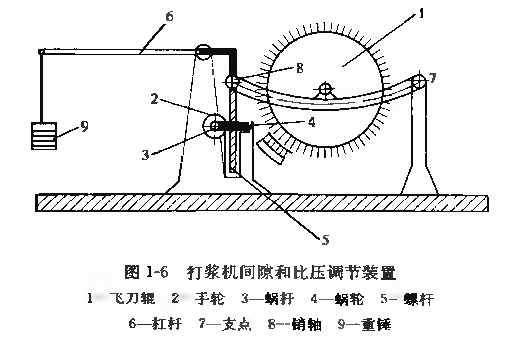
(1)間隙調節裝置:圖中2、3、4、5、8、7構成調節間隙的飛刀輥升降係統。升降裝置是通過手輪〔或鏈輪)、蝸杆、螺母使螺杆升降。螺杆的一端與支承飛刀輥軸承的支臂的一端鉸接。這樣,轉動手輪成鏈輪時,便可以升降飛刀輥。
(2)調壓裝置:9、6、8、7構成調壓係統。兩個係統是通過銷軸8連接在一起的。當漿料通過紙漿打漿機飛刀輥與底刀座之間的間隙時,漿流要承受來自飛刀輥的壓力。打漿時不但要求飛刀輥與底刀座之間的間隙可以調節,而且還要求漿流通過這個間膩時所承受的壓力〔也就是飛刀輥作用在底刀上的壓力)也可以調節,始終適應在不同工藝條件下的打漿要求。
調壓裝置有用通過調節水壓力控製底刀與飛刀輥之間的壓力,也有用通過氣壓來調節的,但大多數紙漿打漿機是采用杠杆原理進行調壓的。
平衡重錘的重力W通過杠杆使刀輥作用在底刀上的力減小。
{kind=link}